
Zapewnienie Doskonałości: Diagnostyka i Kontrola Jakości Powłok Chromowych
Wprowadzenie
W świecie przemysłu, gdzie precyzja, trwałość i niezawodność odgrywają kluczową rolę, jakość komponentów mechanicznych jest absolutnym priorytetem. Jednym z fundamentalnych elementów decydujących o żywotności i efektywności maszyn, szczególnie tych wykorzystujących hydraulikę siłową, są tłoczyska siłowników. Ich powierzchnia, często pokryta warstwą twardego chromu, musi sprostać ekstremalnym warunkom pracy – od intensywnego ścierania, przez obciążenia dynamiczne, po agresywne środowiska korozyjne.
Firma HP-Hydraulika Siłowa i Mechanika Maszyn s.c., jako specjalista w chromowaniu przemysłowym prętów stalowych oraz oficjalny przedstawiciel renomowanej firmy Ovako i dystrybutor prętów Cromax, doskonale rozumie te wyzwania. Nasze doświadczenie w produkcji i dystrybucji chromowanych prętów na tłoczyska, a także w regeneracji i naprawie elementów hydraulicznych, opiera się na nieustannej dbałości o jakość. Kluczem do osiągnięcia tej doskonałości jest rygorystyczna diagnostyka i kompleksowa kontrola jakości na każdym etapie procesu. Niniejszy artykuł ma za zadanie przybliżyć metody i znaczenie tych działań, ukazując, w jaki sposób zapewniamy najwyższą klasę powłok chromowych.
Dlaczego Kontrola Jakości Chromowania Jest Kluczowa?
Powłoki chromowe, choć relatywnie cienkie, stanowią barierę ochronną, która decyduje o funkcjonalności i żywotności całego komponentu. Ich niska jakość może prowadzić do szeregu problemów, generując znaczne koszty i zagrożenia. Zrozumienie, dlaczego diagnostyka i kontrola jakości są tak ważne, jest pierwszym krokiem do zapewnienia niezawodności.
- Odporność na ścieranie i tarcie: Twardy chrom charakteryzuje się wyjątkową twardością (nawet do 1100 HV), co przekłada się na znakomitą odporność na ścieranie. Jest to kluczowe w siłownikach hydraulicznych, gdzie tłoczysko nieustannie porusza się w uszczelnieniach. Niewystarczająca twardość lub nierównomierna powłoka szybko doprowadziłaby do zużycia.
- Odporność korozyjna: Powłoka chromowa chroni stalowy rdzeń pręta przed korozją, co jest niezwykle istotne w wilgotnym, często zanieczyszczonym środowisku pracy, a także w przemyśle morskim czy górniczym. Pory lub mikropęknięcia w powłoce mogą stać się ogniskami korozji, prowadząc do uszkodzenia materiału bazowego.
- Zmniejszenie współczynnika tarcia: Gładka i jednolita powłoka chromowa zmniejsza tarcie pomiędzy tłoczyskiem a uszczelnieniami, co wpływa na efektywność pracy siłownika, redukcję zużycia energii i wydłużenie żywotności zarówno tłoczyska, jak i uszczelnień.
- Bezpieczeństwo i koszty przestojów: Awarie siłowników hydraulicznych spowodowane wadami powłok chromowych generują kosztowne przestoje maszyn, straty produkcyjne, a w skrajnych przypadkach mogą prowadzić do wypadków. Precyzyjna kontrola jakości jest więc inwestycją w bezpieczeństwo i ciągłość działania.
- Dopasowanie wymiarowe: Chromowanie twarde pozwala na uzyskanie bardzo precyzyjnych wymiarów końcowych, co jest krytyczne dla prawidłowego montażu i funkcjonowania siłowników. Wszelkie odchyłki grubości powłoki mogą prowadzić do problemów montażowych lub szybkiego zużycia.
Etapy Kontroli Jakości w Procesie Chromowania
Proces chromowania jest złożony i wymaga kontroli na każdym etapie – od przyjęcia materiału, przez sam proces galwaniczny, aż po finalną weryfikację gotowego produktu. W HP-Hydraulika stosujemy wielopoziomowy system kontroli, który gwarantuje doskonałość końcowego wyrobu.
Kontrola Materiału Bazowego
Jakość powłoki chromowej w dużej mierze zależy od jakości podłoża, na które jest nakładana. Dlatego też szczególną uwagę zwracamy na materiał bazowy – pręty stalowe Ovako Cromax.
- Weryfikacja Specyfikacji: Sprawdzamy zgodność dostarczonych prętów ze specyfikacją techniczną, w tym typ stali (np. 20MnV6), obróbkę cieplną, wytrzymałość i twardość.
- Wizualna Inspekcja: Każdy pręt jest dokładnie oglądany pod kątem wad powierzchniowych, takich jak rysy, wgniecenia, wtrącenia czy inne uszkodzenia mechaniczne, które mogłyby negatywnie wpłynąć na adhezję lub jednorodność powłoki.
- Kontrola Wymiarowa: Przeprowadzamy precyzyjne pomiary średnicy i prostoliniowości prętów przed chromowaniem, aby upewnić się, że mieszczą się w tolerancjach i pozwolą na uzyskanie pożądanej grubości powłoki.
- Certyfikaty Materiałowe: Analizujemy dostarczone certyfikaty 3.1, potwierdzające skład chemiczny i właściwości mechaniczne materiału.
Kontrola Procesu Galwanicznego
Sam proces chromowania galwanicznego jest dynamicznym systemem, który wymaga stałego monitorowania i regulacji. Stabilne parametry procesu są gwarancją jednorodnej i trwałej powłoki.
- Analiza Kąpieli Chromowej: Regularne, często dzienne, analizy chemiczne kąpieli galwanicznych są kluczowe. Sprawdzamy stężenie kwasu chromowego, jonów trójwartościowych chromu, siarczanów, żelaza i innych zanieczyszczeń. Utrzymanie optymalnego składu jest niezbędne do uzyskania prawidłowej szybkości osadzania i właściwości powłoki.
- Monitorowanie Parametrów Elektrycznych: Kontrolujemy gęstość prądu, napięcie i czas chromowania. Te parametry bezpośrednio wpływają na grubość, twardość i strukturę krystaliczną powłoki.
- Kontrola Temperatury: Utrzymanie stałej i precyzyjnej temperatury kąpieli jest krytyczne dla efektywności procesu i jakości osadzonego chromu.
- Czystość i Przygotowanie Powierzchni: Przed chromowaniem, pręty przechodzą przez szereg etapów przygotowawczych (odtłuszczanie, trawienie, aktywacja). Skuteczność każdego z tych etapów jest weryfikowana, aby zapewnić idealnie czystą i aktywną powierzchnię dla maksymalnej adhezji powłoki.
Kontrola Jakości Gotowej Powłoki
Po zakończeniu procesu chromowania i obróbki wykańczającej (np. szlifowania i polerowania), następuje najbardziej krytyczny etap – ocena finalnych właściwości powłoki. Wykorzystujemy zarówno metody niszczące, jak i nieniszczące.
- Wizualna Inspekcja i Ocena Estetyczna:
- Ocena jednorodności koloru i połysku powłoki.
- Poszukiwanie wad powierzchniowych, takich jak pęcherze, odpryski, naloty, przebarwienia, mikropęknięcia czy wtrącenia.
- Sprawdzenie równości i gładkości powierzchni. Wykorzystujemy lupy, mikroskopy optyczne.
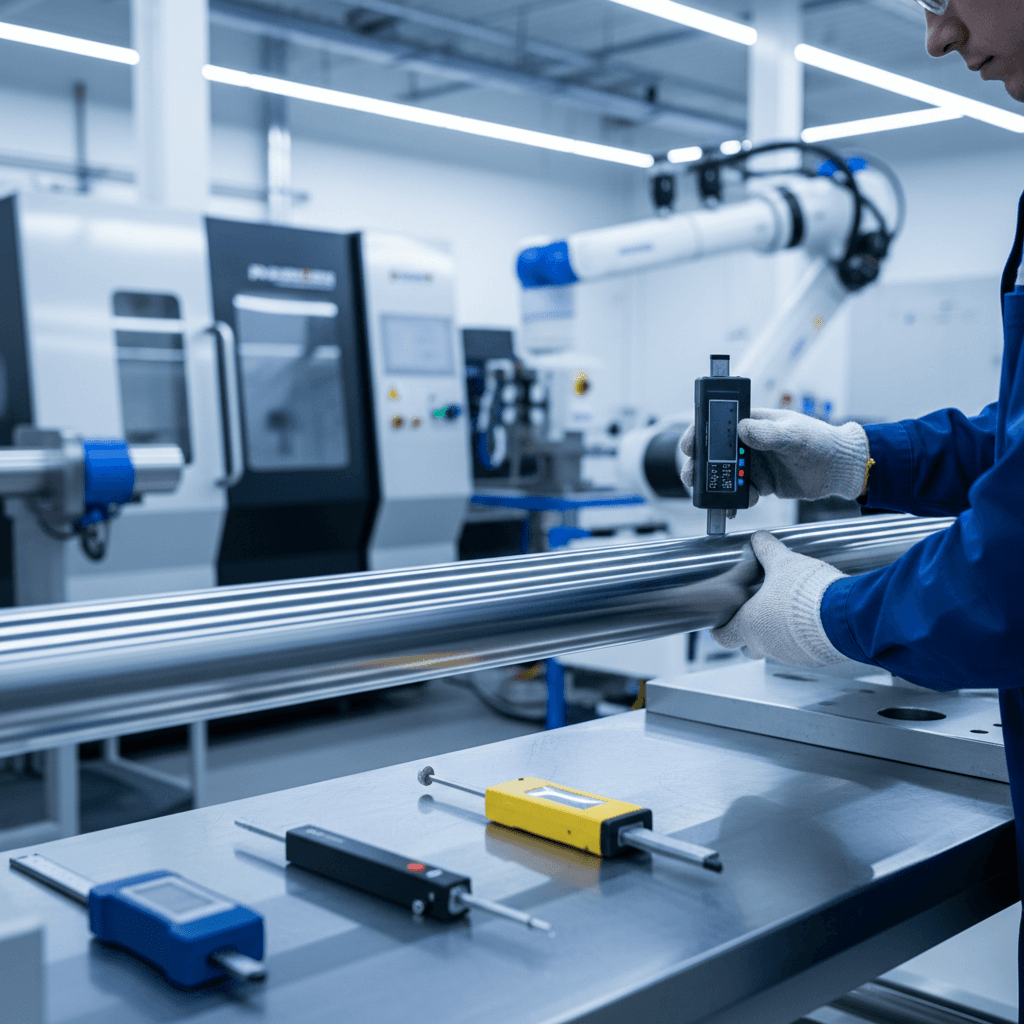
- Kontrola Wymiarowa i Kształtu:
- Precyzyjne pomiary średnicy pręta po chromowaniu i szlifowaniu, w celu weryfikacji zgodności z tolerancjami. Używamy mikrometrów, czujników cyfrowych, a w razie potrzeby maszyn pomiarowych CMM.
- Weryfikacja prostoliniowości – aby zapewnić, że pręt nie uległ odkształceniom.
- Pomiar Grubości Powłoki:
- Metody magnetyczno-indukcyjne: Wykorzystujące różnice w przenikalności magnetycznej podłoża i powłoki. Są szybkie i nieniszczące, idealne do stali ferromagnetycznych. Pomiary wykonywane są w wielu punktach na całej długości pręta, aby wykluczyć nierównomierne osadzanie.
- Rentgenowska fluorescencja (XRF): Metoda precyzyjna, nieniszcząca, często stosowana do cienkich powłok, umożliwiająca również analizę składu chemicznego warstwy.
- Metody niszczące (mikroskopia metalograficzna): W przypadku próbek, przygotowuje się zgłady poprzeczne, na których pod mikroskopem mierzy się rzeczywistą grubość powłoki i ocenia jej strukturę.
- Ocena Twardości Powłoki:
- Mikrotwardość Vickersa (HV): Najczęściej stosowana metoda dla twardych powłok chromowych. Specjalny indenter w kształcie piramidy wciska się w powłokę pod małym obciążeniem, a następnie mierzy wielkość odcisku. Pozwala to na określenie twardości samej powłoki bez wpływu podłoża.
- Twardość Knoopa (HK): Podobna do Vickersa, ale stosuje indenter o innym kształcie, często preferowana dla bardzo cienkich warstw.
- Testy Adhezji (Przyczepności) Powłoki:
- Test siatki nacięć: Niszcząca metoda, w której wykonuje się nacięcia w powłoce, a następnie ocenia, czy nie doszło do jej odspojenia. Stosowany na próbkach.
- Test szoku termicznego: Nagłe zmiany temperatury mogą ujawnić słabą adhezję, powodując pękanie lub odspojenie powłoki. Jest to symulacja warunków, w których komponent może pracować.
- Test zginania/uderzeniowy: Ocena zachowania powłoki podczas odkształcenia lub uderzenia – czy nie dochodzi do pękania lub odspojenia.
- Testy Korozyjne:
- Komora solna (NSS – Neutral Salt Spray): Standardowy test oceniający odporność na korozję w środowisku słonej mgły. Próbki są wystawiane na działanie rozpylonej solanki, a następnie ocenia się czas pojawienia się pierwszych ognisk korozji.
- Test CASS (Copper Accelerated Acetic Acid Salt Spray): Bardziej agresywna wersja testu solnego, używana do oceny odporności powłok w trudniejszych warunkach.
Kluczowe Metody i Narzędzia Diagnostyczne
Narzędzia i techniki diagnostyczne są sercem systemu kontroli jakości. Wykorzystanie zaawansowanych urządzeń pozwala na obiektywną i powtarzalną ocenę każdego elementu.
Nieniszczące Metody Pomiarowe
Preferowane ze względu na możliwość testowania każdego gotowego produktu bez jego uszkadzania.
- Wizualna Inspekcja wspomagana:
- Lupy i mikroskopy stereoskopowe: Umożliwiają szczegółową ocenę powierzchni pod powiększeniem, wykrywając drobne wady niewidoczne gołym okiem.
- Endoskopy i kamery inspekcyjne: Do oceny wewnętrznych powierzchni lub trudno dostępnych miejsc.
- Urządzenia do Pomiaru Grubości Powłoki:
- Grubościomierze magnetyczne/indukcyjne: Podstawowe narzędzia w codziennej kontroli, zapewniające szybkie i precyzyjne pomiary. Przykładem są mierniki Elcometer, Phynix, Positector.
- Rentgenowska Fluorescencja (XRF): Zaawansowana technika analityczna, która nie tylko mierzy grubość, ale także może określić skład chemiczny powłoki i podłoża, szczególnie przydatna dla bardzo cienkich warstw i złożonych układów.
- Testy Porowatości:
- Testy kroplowe (np. ferroxyl test): Chemiczne metody, w których na powierzchnię nakłada się roztwór reagujący z metalem podłoża, co ujawnia pory w powłoce poprzez zmianę koloru.
- Testy elektrochemiczne: Wykorzystują różnice potencjałów między powłoką a podłożem, aby wykryć mikrodefekty.
Niszczące Metody Pomiarowe (na próbkach lub w celach badawczych)
Choć wymagają zniszczenia próbki, dostarczają najdokładniejszych informacji o strukturze i właściwościach powłoki.
- Metalografia:
- Przygotowanie zgładów: Precyzyjne cięcie, zatapianie, szlifowanie i polerowanie próbek poprzecznych.
- Mikroskopia optyczna z analizą obrazu: Obserwacja zgładów pod mikroskopem, ocena grubości powłoki, jej struktury, obecności pęknięć, porów, a także jakości adhezji do podłoża. Umożliwia również analizę strefy przejściowej.
- Mikrotwardościomierze:
- Twardościomierze Vickersa/Knoopa: Specjalistyczne urządzenia do pomiaru twardości bardzo małych obszarów, co pozwala na określenie twardości wyłącznie warstwy chromu, a także gradientu twardości w przekroju.
- Testy Adhezji Mechanicznej:
- Scratch test (test rysy): Narzędzie z diamentowym indenterem rysuje powierzchnię pod narastającym obciążeniem. Analiza śladu pozwala określić siłę, przy której następuje delaminacja powłoki, co jest miarą adhezji.
- Test udarowy (impact test): Uderzenie w powłokę w celu sprawdzenia jej odporności na pękanie i odspajanie.
- Skaningowa Mikroskopia Elektronowa (SEM) z Analizą EDS:
- SEM: Pozwala na uzyskanie obrazów powierzchni i przekrojów z bardzo wysokim powiększeniem (nawet do kilkuset tysięcy razy), co umożliwia badanie mikrostruktury powłoki, morfologii, porowatości, pęknięć.
- EDS (Energy Dispersive Spectroscopy): Moduł dołączony do SEM, który umożliwia punktową lub powierzchniową analizę składu chemicznego powłoki, identyfikację zanieczyszczeń lub wtrąceń.
Rola Standardów Branżowych i Certyfikacji w Kontroli Jakości
W HP-Hydraulika, nasza kontrola jakości wykracza poza wewnętrzne procedury. Opieramy się na uznanych standardach branżowych, które stanowią ramy dla doskonałości i powtarzalności.
- Normy Techniczne: Odwołujemy się do międzynarodowych norm, takich jak PN-EN ISO 1456 (dotycząca powłok galwanicznych z niklu i chromu), ASTM B177, czy DIN 50965. Te normy określają wymagania dotyczące grubości powłoki, twardości, adhezji, odporności korozyjnej oraz metod badawczych. Ich przestrzeganie gwarantuje, że nasze produkty spełniają najwyższe światowe kryteria.
- Certyfikacja i Zgodność: Jesteśmy oficjalnym przedstawicielem firmy Ovako, co oznacza, że nasze pręty Cromax spełniają rygorystyczne standardy ich producenta. Produkty te posiadają odpowiednie certyfikacje potwierdzające ich jakość i pochodzenie. Wszystkie pręty Ovako Cromax są objęte deklaracją producenta o zgodności z normami.
- Wewnętrzne Procedury Kontroli: Opracowujemy i konsekwentnie wdrażamy szczegółowe procedury kontroli jakości, które są zgodne z normami, ale także uwzględniają specyfikę naszych procesów i oczekiwania klientów. Obejmują one kalibrację sprzętu pomiarowego, szkolenie personelu, zarządzanie dokumentacją i traceability (możliwość śledzenia historii produktu).
- Dokumentacja i Śledzenie: Każdy etap kontroli jest starannie dokumentowany. Tworzymy raporty pomiarowe, certyfikaty jakości, które są dostępne dla naszych klientów. Dzięki temu zapewniamy pełną przejrzystość i możliwość śledzenia historii każdego chromowanego pręta.
Podsumowanie
W branży hydrauliki siłowej i mechaniki maszyn, gdzie niezawodność i trwałość są priorytetem, jakość powłok chromowych na tłoczyskach jest czynnikiem krytycznym. W HP-Hydraulika Siłowa i Mechanika Maszyn s.c. rozumiemy to doskonale, dlatego kładziemy ogromny nacisk na kompleksową diagnostykę i kontrolę jakości na każdym etapie – od selekcji materiału bazowego, przez rygorystyczne monitorowanie procesu chromowania, aż po zaawansowane testy gotowej powłoki.
Wykorzystując zarówno nieniszczące, jak i niszczące metody badawcze, wsparte przez nowoczesne narzędzia i zgodność z międzynarodowymi normami, gwarantujemy, że każdy pręt chromowany opuszczający nasz zakład, czy to produkowany z materiałów Ovako Cromax, czy poddawany regeneracji, spełnia najwyższe standardy. Ta skrupulatna dbałość o detale przekłada się na:
- Dłuższą żywotność komponentów.
- Zwiększoną odporność na zużycie i korozję.
- Wyższą efektywność pracy siłowników hydraulicznych.
- Zredukowane ryzyko awarii i przestojów.
Wybierając HP-Hydraulika, inwestują Państwo nie tylko w produkty i usługi, ale przede wszystkim w gwarancję precyzji, trwałości i niezawodności, popartą głęboką wiedzą techniczną i nieustanną kontrolą jakości. Zapraszamy do współpracy i skorzystania z naszego eksperckiego wsparcia technicznego, które pomoże Państwu dobrać optymalne rozwiązania dla najbardziej wymagających zastosowań.