
Trwałość Tłoczysk: Diagnostyka i Rozwiązania Problemów Eksploatacyjnych
Wprowadzenie
Tłoczyska siłowników hydraulicznych stanowią serce wielu zaawansowanych systemów przemysłowych, od maszyn budowlanych i górniczych po urządzenia rolnicze i okrętowe. Ich niezawodność i długowieczność mają bezpośredni wpływ na efektywność pracy całych instalacji, a w konsekwencji – na ciągłość operacyjną i koszty utrzymania. Kluczowym elementem zapewniającym wysoką odporność na zużycie, korozję i tarcie jest powłoka chromowa, nanoszona metodą chromowania twardego (technicznego).
Mimo zaawansowanej technologii produkcji i rygorystycznych norm jakościowych, tłoczyska, jako komponenty pracujące w często ekstremalnych warunkach, są narażone na szereg problemów eksploatacyjnych. Zrozumienie natury tych uszkodzeń, umiejętność ich prawidłowej diagnostyki oraz wdrożenie skutecznych rozwiązań naprawczych i regeneracyjnych jest fundamentalne dla utrzymania wysokiej sprawności maszyn. Artykuł ten ma na celu przedstawienie najczęstszych wyzwań związanych z eksploatacją chromowanych tłoczysk oraz omówienie sprawdzonych metod ich rozwiązywania, ze szczególnym uwzględnieniem znaczenia profesjonalnych usług regeneracji.
Rola Powłoki Chromowej w Wytrzymałości Tłoczyska
Chromowanie twarde to proces galwaniczny, który polega na osadzaniu warstwy czystego chromu na powierzchni metalu bazowego. W przypadku tłoczysk stalowych, takich jak te produkowane z wysokiej jakości prętów Cromax®, powłoka ta znacząco poprawia ich parametry użytkowe. Zastosowanie chromu twardego na tłoczyskach jest standardem w przemyśle ze względu na szereg unikalnych właściwości, które zapewnia ta powłoka:
- Wyjątkowa twardość: Twardość powłoki chromowej, często przekraczająca 900 HV, sprawia, że jest ona niezwykle odporna na zużycie ścierne i mechaniczne uszkodzenia, takie jak zarysowania czy wgniecenia.
- Odporność na korozję: Chrom jest metalem pasywnym, co oznacza, że tworzy na swojej powierzchni cienką, stabilną warstwę tlenków, która skutecznie chroni materiał bazowy przed działaniem agresywnych środowisk, wilgoci i czynników chemicznych.
- Niski współczynnik tarcia: Gładka i śliska powierzchnia chromu minimalizuje tarcie między tłoczyskiem a uszczelnieniami, co redukuje zużycie komponentów, obniża temperaturę pracy i zwiększa efektywność siłownika.
- Wysoka odporność na zmęczenie: Odpowiednio nałożona powłoka chromowa może poprawić odporność na zmęczenie materiału bazowego, co jest kluczowe w cyklicznie obciążanych elementach.
Mimo tych zalet, powłoka chromowa, podobnie jak każdy materiał, ma swoje granice wytrzymałości. Zrozumienie, w jaki sposób i dlaczego powłoka ulega degradacji, jest pierwszym krokiem do skutecznej naprawy i konserwacji. Problemy eksploatacyjne mogą wynikać zarówno z intensywności i specyfiki pracy siłownika, jak i z czynników zewnętrznych lub błędów w konserwacji.
Najczęstsze Problemy Eksploatacyjne Tłoczysk Chromowanych
Nawet najwyższej jakości tłoczyska chromowane, takie jak te wytwarzane z prętów Cromax® firmy Ovako, mogą ulec uszkodzeniu pod wpływem długotrwałej lub nieprawidłowej eksploatacji. Identyfikacja konkretnego rodzaju uszkodzenia jest kluczowa dla wyboru optymalnej metody naprawy.
Korozja
Korozja jest jednym z najpoważniejszych problemów, z którymi borykają się tłoczyska, szczególnie te pracujące w agresywnych środowiskach (np. przemysł morski, górnictwo). Może występować w różnych formach, od nalotów rdzy po wżery i perforacje.
- Przyczyny korozji:
- Uszkodzenia mechaniczne powłoki: Zadrapania, pęknięcia lub odpryski odsłaniają materiał bazowy (stal), który jest znacznie mniej odporny na korozję niż chrom. Woda lub inne media korozyjne mogą wówczas atakować stal, prowadząc do powstawania wżerów.
- Agresywne środowisko pracy: Długotrwałe narażenie na działanie wilgoci, słonej wody, kwaśnych deszczy, chemikaliów lub zanieczyszczeń przemysłowych, nawet przy nienaruszonej powłoce, może z czasem doprowadzić do jej degradacji.
- Niewłaściwe uszczelnienia lub ich zużycie: Uszczelnienia, które nie spełniają swojej funkcji, umożliwiają przenikanie wilgoci i zanieczyszczeń do wnętrza siłownika, co sprzyja korozji wewnętrznej lub w strefie styku uszczelnienia z tłoczyskiem.
- Niedostateczna pasywacja po chromowaniu: Chociaż rzadkie w przypadku profesjonalnego chromowania, niewłaściwa pasywacja powłoki chromowej może obniżyć jej początkową odporność na korozję.
- Skutki korozji:
- Degradacja powierzchni: Powstawanie chropowatości, wżerów i ubytków, które zwiększają tarcie i prowadzą do uszkodzenia uszczelnień.
- Nieszczelności: Uszkodzona powierzchnia tłoczyska uniemożliwia prawidłowe uszczelnienie, co skutkuje wyciekami płynu hydraulicznego i utratą ciśnienia.
- Uszkodzenie uszczelnień: Chropowata powierzchnia tłoczyska działa jak papier ścierny na uszczelnienia, drastycznie skracając ich żywotność.
Pęknięcia i Odpryski Powłoki
Pęknięcia i odpryski powłoki chromowej to widoczne uszkodzenia, które natychmiastowo zagrażają integralności tłoczyska i siłownika.
- Przyczyny pęknięć i odprysków:
- Zmęczenie materiału bazowego: Długotrwałe cykliczne obciążenia mogą prowadzić do zmęczeniowych pęknięć w materiale bazowym, które następnie przenoszą się na powłokę chromową.
- Wady procesowe w chromowaniu: Niewłaściwa adhezja powłoki, nadmierna kruchość chromu, zbyt duża grubość powłoki lub obecność wtrąceń mogą zwiększać podatność na pęknięcia i odpryski.
- Uderzenia i nadmierne obciążenia mechaniczne: Silne uderzenia zewnętrzne, przeciążenia siłownika lub uderzenia tłoczyska w ograniczniki mogą spowodować lokalne uszkodzenia powłoki.
- Wady materiału bazowego: Wady metalurgiczne, takie jak pęknięcia, inkluzje niemetaliczne, mogą być punktami inicjacji pęknięć, które następnie propagują przez powłokę.
- Skutki pęknięć i odprysków:
- Szybka progresja uszkodzenia: Odsłonięcie materiału bazowego prowadzi do szybkiej korozji i dalszych uszkodzeń mechanicznych.
- Wnikanie mediów pod powłokę: Pęknięcia umożliwiają płynowi hydraulicznemu i zanieczyszczeniom penetrację pod powłokę, co może prowadzić do jej dalszego oddzielania się od materiału bazowego.
- Zanieczyszczenie układu hydraulicznego: Fragmenty powłoki lub produkty korozji mogą przedostać się do płynu hydraulicznego, uszkadzając inne komponenty układu (pompy, zawory).
Zużycie Ścierne
Zużycie ścierne objawia się stopniowym ubytkiem materiału z powierzchni tłoczyska, prowadzącym do zmniejszenia średnicy i utraty gładkości.
- Przyczyny zużycia ściernego:
- Zanieczyszczenia w układzie hydraulicznym: Pył, piasek, opiłki metalu lub inne cząstki stałe obecne w płynie hydraulicznym działają jak abrazor, ścierając powierzchnię tłoczyska i uszczelnień.
- Niewłaściwe lub zużyte uszczelnienia: Twarde lub uszkodzone uszczelnienia mogą powodować nadmierne tarcie i ścieranie powłoki. Niewystarczające smarowanie pomiędzy tłoczyskiem a uszczelnieniem również przyspiesza zużycie.
- Nieodpowiednie warunki pracy: Wysokie temperatury, nadmierne ciśnienie lub niewłaściwa prędkość pracy siłownika mogą zwiększyć obciążenie powierzchniowe i przyspieszyć zużycie.
- Skutki zużycia ściernego:
- Spadek efektywności siłownika: Zmniejszona średnica tłoczyska prowadzi do nieszczelności wewnętrznych, spadku siły i prędkości działania siłownika.
- Wzrost tarcia i przegrzewanie: Chropowata powierzchnia i ubytki zwiększają tarcie, co generuje ciepło i może prowadzić do degradacji płynu hydraulicznego i uszczelnień.
- Zanieczyszczenie układu: Opiłki chromu i materiału bazowego mogą zanieczyścić płyn hydrauliczny.
Wady Geometrii i Prostości
Problemy z geometrią tłoczyska, takie jak odkształcenia, zgięcia czy owalizacja, są często trudne do zauważenia bez specjalistycznych narzędzi, ale mają znaczący wpływ na pracę siłownika.
- Przyczyny wad geometrii:
- Niewłaściwa obróbka mechaniczna: Błędy w procesach szlifowania lub polerowania mogą prowadzić do niedokładności wymiarowych lub braku prostości.
- Odkształcenia w wyniku eksploatacji: Przeciążenia, uderzenia, niewłaściwe mocowanie siłownika lub boczne obciążenia tłoczyska mogą spowodować jego trwałe odkształcenie.
- Błędy montażowe: Niewspółosiowość montażu siłownika w maszynie może prowadzić do nierównomiernego obciążenia tłoczyska i jego zginania.
- Skutki wad geometrii:
- Nierównomierne obciążenie uszczelnień: Odkształcone tłoczysko nie styka się równomiernie z uszczelnieniami, co prowadzi do ich przedwczesnego zużycia i wycieków.
- Zwiększone tarcie i zużycie: Niewspółosiowość zwiększa tarcie w siłowniku, co prowadzi do przegrzewania i szybszego zużycia wszystkich komponentów.
- Ryzyko pęknięć: Miejscowe naprężenia wynikające z odkształceń mogą prowadzić do pęknięć materiału bazowego i powłoki chromowej.
Diagnostyka Uszkodzeń Tłoczysk – Klucz do Skutecznej Naprawy
Skuteczna regeneracja tłoczysk chromowanych zaczyna się od precyzyjnej diagnostyki. Właściwe rozpoznanie przyczyny i zakresu uszkodzeń pozwala na dobór optymalnej technologii naprawy i uniknięcie powtórnych awarii. Profesjonalne firmy, takie jak HP-Hydraulika, stosują szereg metod diagnostycznych:
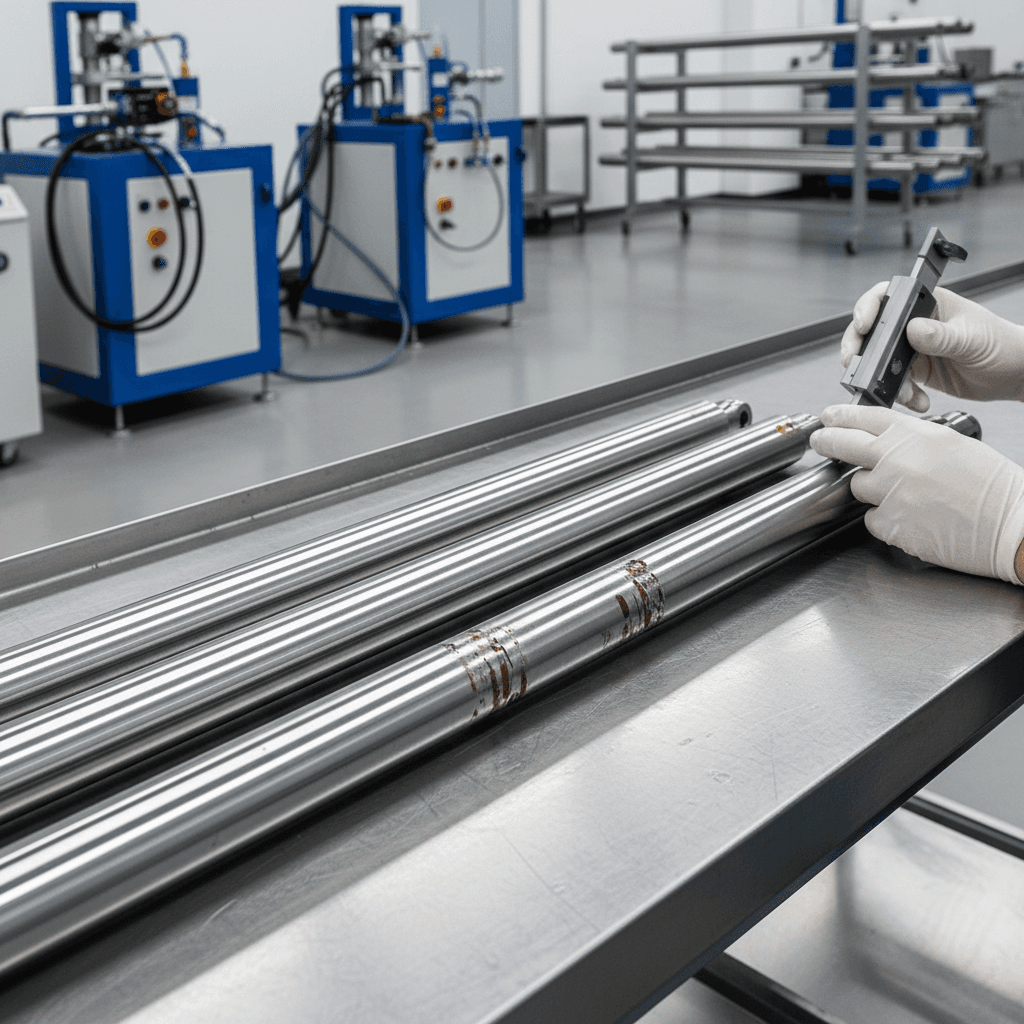
Metody Wizualne i Pomiary Geometryczne
Podstawowym etapem diagnostyki jest dokładna inspekcja wizualna i pomiary.
- Ocena wizualna powierzchni: Poszukiwanie oznak korozji (rdza, wżery), pęknięć, odprysków, zarysowań, śladów zużycia ściernego oraz przebarwień wskazujących na przegrzewanie.
- Pomiary średnicy: Sprawdzenie średnicy tłoczyska w różnych punktach wzdłuż jego długości oraz pod różnymi kątami (owalizacja). Odchylenia od nominalnej średnicy wskazują na zużycie ścierne lub wady produkcyjne.
- Pomiary prostości i współosiowości: Użycie specjalistycznych przyrządów (np. czujników zegarowych, laserowych systemów pomiarowych) do wykrywania zgięć lub odkształceń osiowych tłoczyska.
- Pomiar chropowatości powierzchni (Ra, Rz): Ocena stopnia gładkości powierzchni, która jest krytyczna dla żywotności uszczelnień i efektywności pracy siłownika.
Badania Nieniszczące (NDT)
Badania NDT pozwalają na wykrycie wad wewnętrznych i powierzchniowych bez uszkadzania elementu.
- Badania penetracyjne (PT): Stosowane do wykrywania pęknięć i szczelin otwartych na powierzchni. Ciecz penetrująca wnika w wady, a następnie wywoływacz ujawnia je w postaci wyraźnych wskazań.
- Badania wiroprądowe (ET): Metoda elektromagnetyczna, która może być używana do wykrywania pęknięć powierzchniowych i podpowierzchniowych, a także do pomiaru grubości powłok niemagnetycznych na podłożu magnetycznym (co ma zastosowanie przy chromie na stali).
- Badania magnetyczno-proszkowe (MT): Skuteczne w wykrywaniu pęknięć powierzchniowych i podpowierzchniowych w materiałach ferromagnetycznych. Pole magnetyczne i proszek magnetyczny ujawniają wady.
Analiza Mikroskopowa i Metalograficzna
W przypadkach, gdy podstawowe metody są niewystarczające, lub gdy wymagane jest głębsze zrozumienie mechanizmu awarii, stosuje się zaawansowane badania laboratoryjne.
- Badania mikroskopowe: Pozwalają na obserwację mikrostruktury powłoki i materiału bazowego, ocenę adhezji powłoki, identyfikację porowatości, wtrąceń lub innych wad strukturalnych.
- Analiza składu chemicznego: Wykonana np. metodą EDS (spektroskopia dyspersji energii promieniowania rentgenowskiego) w połączeniu z SEM (mikroskopia elektronowa), może pomóc zidentyfikować niepożądane pierwiastki w powłoce lub materiał bazowy, co może wskazywać na niewłaściwy proces chromowania lub zanieczyszczenia.
- Pomiar twardości w mikroskali: Oznaczenie twardości samej powłoki chromowej (np. metodą Vickersa) w celu weryfikacji jej właściwości mechanicznych.
Efektywne Rozwiązania i Regeneracja Tłoczysk Chromowanych
Po dokładnej diagnostyce można przystąpić do regeneracji tłoczyska. Wybór metody zależy od stopnia i rodzaju uszkodzenia.
Naprawa Powierzchniowa (Drobne Uszkodzenia)
W przypadku niewielkich uszkodzeń, takich jak drobne zarysowania, delikatne ślady korozji powierzchniowej lub niewielkie ubytki, możliwe są następujące działania:
- Szlifowanie i polerowanie: Usunięcie uszkodzonej warstwy i przywrócenie wymaganej chropowatości powierzchni. Jest to możliwe tylko wtedy, gdy grubość powłoki chromowej na to pozwala i uszkodzenie nie jest zbyt głębokie. Zawsze należy dążyć do zachowania minimalnej grubości powłoki chromowej wymaganej dla danej aplikacji.
- Lokalne uzupełnianie chromu: W niektórych przypadkach, przy precyzyjnym uszkodzeniu, możliwe jest punktowe uzupełnienie powłoki metodą galwaniczną lub natryskową. Jest to jednak technika wymagająca dużej precyzji i nie zawsze efektywna ekonomicznie w porównaniu do pełnej regeneracji.
Całkowita Regeneracja Tłoczyska
Jeśli uszkodzenia są rozległe, głębokie lub wpływają na geometrię tłoczyska, najskuteczniejszym rozwiązaniem jest kompleksowa regeneracja. HP-Hydraulika jako specjalista w chromowaniu przemysłowym, oferuje pełen zakres usług w tym zakresie, w tym wykorzystanie prętów Cromax® od Ovako.
Proces regeneracji zazwyczaj obejmuje następujące etapy:
- Rozchromowanie: Usunięcie starej, uszkodzonej powłoki chromowej za pomocą procesów chemicznych lub elektrochemicznych. Jest to kluczowy etap, który musi być wykonany precyzyjnie, aby nie uszkodzić materiału bazowego.
- Ocena i naprawa materiału bazowego: Po rozchromowaniu materiał bazowy jest dokładnie sprawdzany pod kątem pęknięć, odkształceń, wżerów korozyjnych czy innych wad. Wszelkie wady są usuwane poprzez spawanie, obróbkę mechaniczną (np. toczenie w celu usunięcia głębokich wżerów i przywrócenia geometrii) lub prostowanie.
- Przygotowanie powierzchni: Powierzchnia tłoczyska jest starannie przygotowywana do ponownego chromowania. Obejmuje to szlifowanie do wymaganej klasy chropowatości, dokładne czyszczenie i odtłuszczanie, a także trawienie aktywujące powierzchnię w celu zapewnienia optymalnej adhezji nowej powłoki.
- Ponowne chromowanie twarde: Na tak przygotowaną powierzchnię nanoszona jest nowa warstwa chromu twardego. Jako oficjalny przedstawiciel firmy Ovako i producent prętów Cromax, HP-Hydraulika ma dostęp do najwyższej jakości materiałów i technologii, co pozwala na osiągnięcie powłok o doskonałych właściwościach.
- Finalna obróbka: Po chromowaniu tłoczysko jest poddawane precyzyjnemu szlifowaniu i polerowaniu. Celem jest uzyskanie dokładnych wymiarów, wymaganej prostości oraz niskiej chropowatości powierzchni, co zapewnia optymalną współpracę z uszczelnieniami i długą żywotność.
- Kontrola jakości: Każde regenerowane tłoczysko przechodzi rygorystyczną kontrolę jakości, obejmującą pomiary geometryczne, twardości powłoki, a w razie potrzeby, również badania nieniszczące.
W niektórych przypadkach, gdy uszkodzenia materiału bazowego są zbyt poważne lub regeneracja jest nieopłacalna, oferowana jest wymiana na nowe tłoczysko, często wykonane z gotowych prętów Cromax® o najwyższej jakości, co gwarantuje długotrwałą niezawodność.
Zapobieganie Problemom – Dobre Praktyki
Najlepszą strategią jest zapobieganie awariom. HP-Hydraulika jako firma świadcząca wsparcie techniczne, rekomenduje następujące praktyki:
- Regularna konserwacja i kontrola układu hydraulicznego: W tym wymiana filtrów, kontrola jakości i poziomu oleju hydraulicznego.
- Stosowanie odpowiednich uszczelnień: Dobór uszczelnień dopasowanych do warunków pracy (temperatura, ciśnienie, medium) i materiału tłoczyska.
- Filtracja oleju hydraulicznego: Utrzymanie czystości płynu hydraulicznego jest kluczowe dla minimalizacji zużycia ściernego.
- Właściwy dobór materiału i powłoki: Konsultacja ze specjalistami w celu dopasowania specyfikacji tłoczyska do konkretnych warunków eksploatacyjnych.
- Unikanie przeciążeń mechanicznych: Zapewnienie prawidłowego montażu i użytkowania siłowników zgodnie z ich przeznaczeniem i limitami obciążenia.
- Wsparcie techniczne od specjalistów: Regularne konsultacje i korzystanie z ekspertyz firm specjalizujących się w hydraulice siłowej i chromowaniu, takich jak HP-Hydraulika, która oferuje kompleksowe wsparcie i profesjonalną regenerację.
Podsumowanie
Trwałość i niezawodność tłoczysk chromowanych są kluczowe dla efektywności i bezpieczeństwa pracy maszyn w wielu gałęziach przemysłu. Mimo ich wyjątkowych właściwości, są one narażone na różnorodne problemy eksploatacyjne, takie jak korozja, pęknięcia, zużycie ścierne czy wady geometryczne.
Kluczem do utrzymania ciągłości operacyjnej i optymalizacji kosztów jest wczesna i precyzyjna diagnostyka oraz profesjonalna regeneracja. Firma HP-Hydraulika Siłowa i Mechanika Maszyn s.c., dzięki swojemu doświadczeniu, zaawansowanym technologiom chromowania twardego oraz statusowi oficjalnego przedstawiciela firmy Ovako (producenta prętów Cromax®), jest w stanie zapewnić kompleksowe wsparcie – od ekspertyz i diagnostyki, poprzez produkcję i dystrybucję wysokiej jakości prętów chromowanych, aż po profesjonalną regenerację i naprawę elementów hydraulicznych. Inwestycja w regularną konserwację i zaufanie specjalistom to gwarancja długotrwałej i bezawaryjnej pracy kluczowych komponentów, przekładająca się na realne korzyści ekonomiczne i operacyjne.