
Niezawodność w Ruchu: Rozwiązania Problemów Eksploatacyjnych Prętów Chromowanych
Wprowadzenie: Kluczowa Rola Powierzchni Chromowej w Hydraulice
Siłowniki hydrauliczne stanowią serce niezliczonych maszyn i urządzeń, od koparek i spycharek w budownictwie, przez maszyny rolnicze, po zaawansowane systemy w przemyśle morskim i górnictwie. Ich niezawodność jest bezpośrednio powiązana z trwałością i odpornością kluczowych komponentów, a przede wszystkim prętów tłokowych. Te elementy, poddawane ciągłym ruchom posuwisto-zwrotnym, wysokim ciśnieniom, tarciu oraz często agresywnym warunkom środowiskowym, wymagają wyjątkowej ochrony.
Chromowanie twarde (techniczne) jest od dziesięcioleci uznaną metodą nadawania prętom stalowym optymalnych właściwości powierzchniowych. Powłoka chromowa zapewnia niezrównaną twardość, odporność na zużycie abrazyjne i adhezyjne, niskie tarcie oraz znakomitą odporność korozyjną. Jednak nawet najlepsze powłoki, w obliczu intensywnej eksploatacji i braku odpowiedniej konserwacji, mogą ulec uszkodzeniom. Zrozumienie mechanizmów powstawania tych problemów, ich skuteczna diagnostyka oraz zastosowanie właściwych rozwiązań naprawczych i profilaktycznych jest fundamentalne dla zapewnienia długiej i bezawaryjnej pracy siłowników hydraulicznych. W niniejszym artykule skupimy się na analizie typowych problemów eksploatacyjnych prętów chromowanych oraz przedstawimy sprawdzone metody ich rozwiązywania i zapobiegania, wskazując na rolę specjalistycznych firm, takich jak HP-Hydraulika Siłowa i Mechanika Maszyn s.c., w utrzymaniu najwyższych standardów niezawodności.
Mechanizmy Uszkodzeń Powłok Chromowych na Prętach Tłoczyskowych
Niezawodność prętów chromowanych jest w dużej mierze determinowana przez integralność i właściwości powłoki chromowej. W warunkach intensywnej pracy siłowników hydraulicznych, pręty są narażone na szereg czynników prowadzących do degradacji powierzchni, co w konsekwencji obniża wydajność i żywotność całego systemu. Zrozumienie tych mechanizmów jest kluczowe dla efektywnej diagnostyki i wyboru odpowiednich strategii naprawczych.
1. Zużycie Abrazyjne i Adhezyjne
Zużycie jest najczęstszą przyczyną uszkodzeń powierzchni prętów chromowanych. Wyróżnia się dwa główne typy:
- Zużycie abrazyjne: Spowodowane jest obecnością twardych cząstek zanieczyszczeń (np. piasek, pył, opiłki metalu) w oleju hydraulicznym lub w środowisku zewnętrznym. Te cząstki, działając jak materiał ścierny, rysują i erodują powierzchnię chromową oraz uszczelnienia. Efektem są widoczne rowki, ubytki materiału i utrata gładkości, co prowadzi do zwiększonego tarcia, nagrzewania się i przyspieszonego zużycia uszczelnień. Tarcie to z kolei może generować dodatkowe cząstki ścierne, tworząc błędne koło degradacji.
- Zużycie adhezyjne (zacieranie): Powstaje, gdy dwie powierzchnie metalowe stykają się ze sobą pod obciążeniem, prowadząc do lokalnego zgrzewania i wyrywania cząstek materiału z jednej lub obu powierzchni. W przypadku prętów chromowanych może wystąpić w wyniku niewystarczającego smarowania, nadmiernego obciążenia, wysokich temperatur lub niewłaściwego dopasowania luzów pasowania. Charakteryzuje się nagłymi, głębokimi uszkodzeniami powierzchni, które prowadzą do utraty szczelności i sprawności siłownika.
2. Korozja
Korozja, mimo wysokiej odporności chromu, nadal stanowi poważne zagrożenie, szczególnie w agresywnych środowiskach:
- Korozja wżerowa: Jest najczęściej spotykanym typem korozji powłok chromowych. Powstaje w wyniku lokalnego uszkodzenia warstwy pasywnej chromu, często w obecności jonów chlorkowych (np. w środowisku morskim, solankach) lub w miejscach, gdzie powłoka jest mikroporowata. Prowadzi do powstawania głębokich wżerów, które perforują powłokę i atakują materiał bazowy, co osłabia pręt i prowadzi do wycieków.
- Korozja galwaniczna: Może wystąpić, gdy pręt chromowany styka się z innym metalem w obecności elektrolitu (np. wody). Różnice w potencjałach elektrochemicznych prowadzą do przyspieszonego utleniania mniej szlachetnego metalu, często stali bazowej w miejscach uszkodzenia powłoki.
- Korozja szczelinowa: Rozwija się w wąskich szczelinach, gdzie dostęp tlenu jest ograniczony, co prowadzi do różnic w koncentracji tlenu i tworzenia się ogniw korozyjnych. Może występować np. pod uszczelnieniami, które nie przylegają idealnie.
3. Uszkodzenia Mechaniczne
Uderzenia, zarysowania, wgniecenia lub deformacje spowodowane przez czynniki zewnętrzne to częste przyczyny problemów. Nawet niewielkie uszkodzenie powłoki chromowej może stać się punktem wyjścia dla dalszej degradacji przez korozję lub zużycie, prowadząc do szybkiego pogorszenia stanu technicznego pręta i uszczelnień.
4. Kruchość Wodorowa i Pękanie Zmęczeniowe
- Kruchość wodorowa: Może wystąpić podczas procesu chromowania galwanicznego, jeśli nie zostaną zastosowane odpowiednie procedury usuwania wodoru z materiału bazowego (np. wygrzewanie po chromowaniu). Wodór dyfunduje do wnętrza stali, zmniejszając jej plastyczność i odporność na pękanie, co w konsekwencji może prowadzić do nagłych, kruchych pęknięć pod obciążeniem.
- Pękanie zmęczeniowe: Powstaje w wyniku cyklicznych naprężeń, przekraczających granicę zmęczenia materiału. Wady powierzchniowe (np. pory, wżery, rysy, niewłaściwa jakość powłoki) działają jako koncentratory naprężeń, przyspieszając inicjację i propagację pęknięć zmęczeniowych w stali bazowej, co może prowadzić do katastrofalnej awarii pręta.
Identyfikacja i Diagnostyka Problemów Eksploatacyjnych
Skuteczna regeneracja i naprawa zaczyna się od precyzyjnej diagnostyki. Właściwa identyfikacja rodzaju i przyczyny uszkodzenia jest kluczowa dla wyboru optymalnej metody działania. Firma HP-Hydraulika, dysponując szeroką wiedzą i doświadczeniem, oferuje kompleksowe wsparcie w tym zakresie.
1. Ocena Wizualna i Początkowa Inspekcja
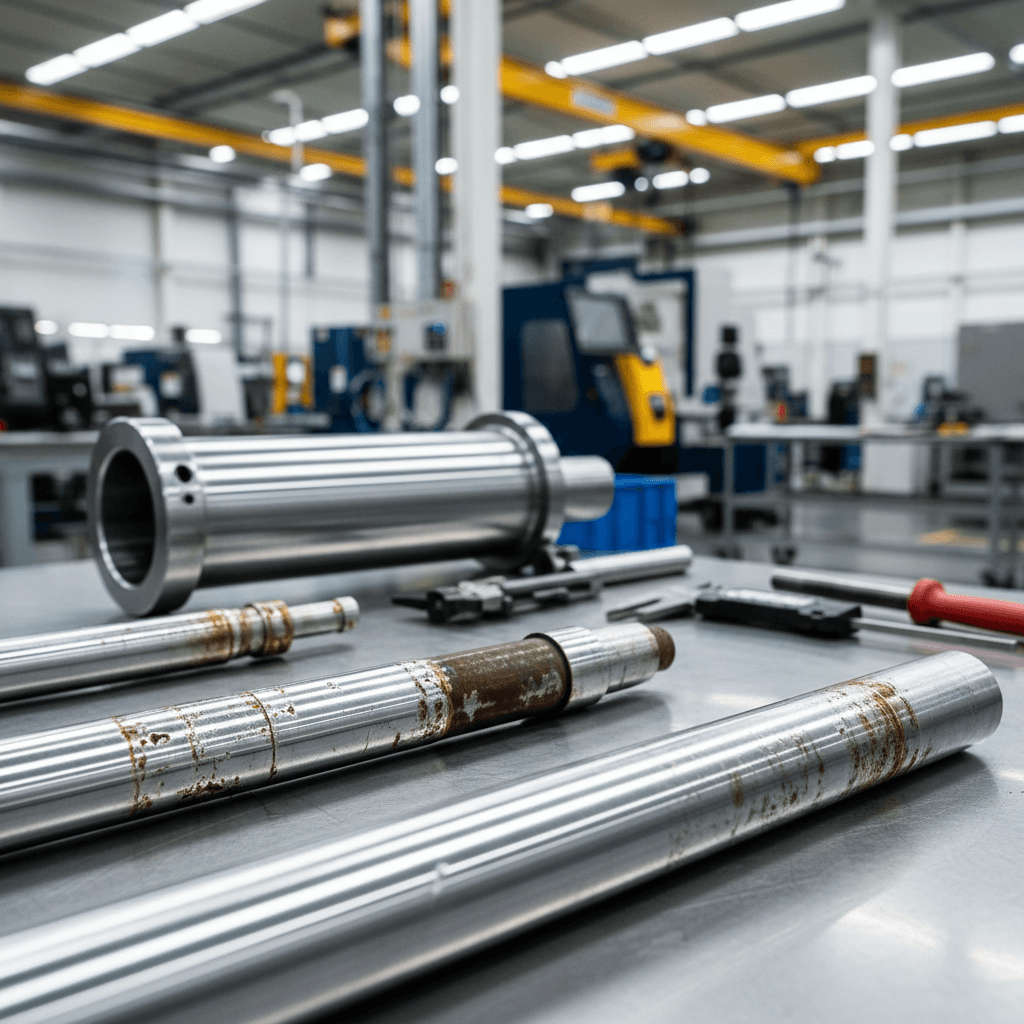
Pierwszym krokiem jest zawsze dokładna inspekcja wizualna. Już na tym etapie można zidentyfikować wiele typowych problemów:
- Zarysowania i bruzdy: Świadczą o zużyciu abrazyjnym, obecności zanieczyszczeń lub uszkodzeniach mechanicznych.
- Wżery i plamy rdzy: Wskazują na korozję wżerową lub inną formę degradacji korozyjnej, często związaną z niedostateczną szczelnością lub agresywnym środowiskiem.
- Pęknięcia i odpryski chromu: Mogą sugerować kruchość wodorową, zmęczenie materiału, wadliwe chromowanie lub poważne uszkodzenia mechaniczne.
- Miejscowe zatarcia lub przebarwienia: Objawy zużycia adhezyjnego lub przegrzewania powierzchni.
- Zmiana koloru powłoki: Może wskazywać na przegrzewanie, np. w wyniku nadmiernego tarcia lub uszkodzenia uszczelnień.
Dodatkowo, należy sprawdzić stan uszczelnień, prowadnic oraz jakość oleju hydraulicznego, gdyż często są one powiązane z uszkodzeniami pręta.
2. Metody Nieniszczące (NDT)
W celu głębszej analizy, bez uszkadzania elementu, stosuje się zaawansowane techniki nieniszczące:
- Pomiary twardości: Pozwalają ocenić twardość powłoki chromowej (np. metodą Vickersa), co jest kluczowym parametrem wpływającym na jej odporność na zużycie.
- Badanie grubości powłoki: Precyzyjne grubościomierze (magnetyczne lub wirowoprądowe) umożliwiają sprawdzenie równomierności i zgodności grubości powłoki z normami. Niewystarczająca grubość chromu może być przyczyną przyspieszonego zużycia i korozji.
- Badania penetracyjne (PT): Stosowane do wykrywania pęknięć powierzchniowych i porowatości, które nie są widoczne gołym okiem. Płyn penetrujący wnika w defekty, a po zastosowaniu wywoływacza uwidacznia je.
- Badania magnetyczno-proszkowe (MT): Skuteczne w wykrywaniu pęknięć i wad podpowierzchniowych w materiałach ferromagnetycznych. Pozwalają na identyfikację mikropęknięć w stali bazowej, które mogą prowadzić do poważniejszych uszkodzeń.
- Inspekcja endoskopowa: W trudnodostępnych miejscach lub w celu oceny stanu wewnętrznego siłownika.
3. Analiza Mikroskopowa i Metody Destrukcyjne
W przypadkach wymagających szczegółowej analizy strukturalnej, można zastosować metody destrukcyjne, polegające na pobraniu próbki i jej analizie laboratoryjnej:
- Metalografia: Badanie mikrostruktury powłoki i materiału bazowego pod mikroskopem metalograficznym. Pozwala na ocenę jednorodności powłoki, obecności porów, wtrąceń, mikropęknięć oraz analizę połączenia chromu z podłożem. Jest kluczowa do zrozumienia przyczyn kruchości wodorowej czy niewłaściwej adhezji powłoki.
- Spektroskopia EDS/EDX: Analiza składu chemicznego powłoki i zanieczyszczeń, co pomaga w identyfikacji źródeł korozji lub materiałów ściernych.
- Testy adhezji: Ocena siły wiązania powłoki z podłożem.
HP-Hydraulika, dzięki dostępowi do zaawansowanych technik diagnostycznych oraz wiedzy inżynierskiej, jest w stanie precyzyjnie określić przyczynę awarii, co stanowi podstawę do opracowania najefektywniejszego planu naprawczego.
Skuteczne Strategie Naprawcze i Regeneracyjne
Kiedy diagnostyka ujawni problem, kluczowe jest zastosowanie odpowiednich strategii naprawczych. Regeneracja prętów chromowanych jest często znacznie bardziej opłacalna niż ich wymiana, pod warunkiem, że jest przeprowadzona profesjonalnie. HP-Hydraulika specjalizuje się w przywracaniu pełnej funkcjonalności uszkodzonym elementom.
1. Przygotowanie Powierzchni
Pierwszy i często najważniejszy etap regeneracji. Od jakości przygotowania powierzchni zależy adhezja nowej powłoki i jej trwałość:
- Demontaż i czyszczenie: Usunięcie wszelkich zanieczyszczeń, oleju, rdzy i starej powłoki chromowej. Stosuje się metody mechaniczne (szlifowanie, piaskowanie) oraz chemiczne (odpłukiwanie, odtłuszczanie, trawienie).
- Naprawa mechaniczna: Wypełnianie głębokich wżerów, ubytków materiału lub wyrównywanie powierzchni poprzez spawanie (z odpowiednim doborem materiału spawalniczego) lub napawanie. Po naprawie mechanicznej, powierzchnia jest precyzyjnie obrabiana (toczenie, szlifowanie) w celu przywrócenia oryginalnych wymiarów i geometrii.
- Usuwanie wad powierzchniowych: Polerowanie i szlifowanie w celu usunięcia drobnych rys, pęknięć zmęczeniowych i innych defektów, które mogłyby negatywnie wpłynąć na nową powłokę.
- Odtłuszczanie i aktywacja: Finalne etapy chemiczne, które zapewniają czystą i reaktywną powierzchnię, gotową do przyjęcia nowej warstwy chromu.
2. Proces Chromowania Twardego
Po odpowiednim przygotowaniu, pręt jest poddawany procesowi galwanicznego chromowania twardego. Ten proces wymaga precyzyjnej kontroli parametrów i doświadczenia:
- Kąpiel chromowa: Pręt zanurza się w specjalnym elektrolicie zawierającym sole chromu. Kluczowe jest utrzymanie stabilnej temperatury, składu chemicznego kąpieli i gęstości prądu.
- Osadzanie powłoki: Podczas elektrolizy, jony chromu osadzają się na powierzchni pręta, tworząc twardą, gładką i odporną na korozję powłokę. Grubość powłoki jest kontrolowana przez czas procesu i gęstość prądu, a typowo dla prętów tłokowych wynosi od kilkudziesięciu do kilkuset mikrometrów, w zależności od zastosowania i warunków pracy.
- Odprężanie (usuwanie wodoru): Po chromowaniu, pręt jest wygrzewany w wysokiej temperaturze, aby usunąć wodór, który mógł dyfundować do stali bazowej podczas procesu. Jest to kluczowy krok w zapobieganiu kruchości wodorowej i zapewnieniu długoterminowej wytrzymałości pręta.
3. Obróbka Końcowa i Kontrola Jakości
Po chromowaniu, pręty poddawane są końcowej obróbce:
- Szlifowanie i polerowanie: W celu uzyskania precyzyjnych wymiarów, idealnej gładkości powierzchni oraz niskiej chropowatości (np. Ra 0.1-0.2 µm), co jest krytyczne dla efektywnej pracy uszczelnień i minimalizacji tarcia. HP-Hydraulika wykorzystuje do tego celu maszyny szlifierskie i polerskie najwyższej klasy.
- Kontrola jakości: Końcowa inspekcja obejmuje pomiary wymiarów, grubości powłoki, twardości, chropowatości oraz wizualną ocenę pod kątem defektów. Firma zapewnia, że regenerowane pręty spełniają lub przewyższają specyfikacje nowych elementów, w tym normy jakościowe i certyfikacyjne, które HP-Hydraulika jako przedstawiciel Ovako i producent prętów Cromax doskonale zna.
HP-Hydraulika oferuje nie tylko usługi chromowania, ale także pełne wsparcie w zakresie regeneracji siłowników hydraulicznych, w tym wymianę uszczelnień, tulei czy innych elementów, co gwarantuje kompleksowe podejście do naprawy i przywrócenia pełnej sprawności urządzenia.
Profilaktyka i Przedłużanie Żywotności Prętów Chromowanych
Najlepszym rozwiązaniem problemów eksploatacyjnych jest ich unikanie. Skuteczna profilaktyka i wybór wysokiej jakości komponentów mogą znacząco wydłużyć żywotność prętów chromowanych i zminimalizować ryzyko awarii. HP-Hydraulika, jako dystrybutor i producent, kładzie nacisk na te aspekty.
1. Wybór Materiałów Najwyższej Jakości – Pręty Cromax
Fundamentem niezawodności jest jakość materiału bazowego i powłoki chromowej. HP-Hydraulika jest oficjalnym przedstawicielem firmy Ovako – producenta prętów Cromax, które są uznawane za standard w branży. Pręty Cromax charakteryzują się:
- Wysokiej jakości stal bazowa: Zoptymalizowana pod kątem wytrzymałości mechanicznej i odporności na zmęczenie.
- Jednolita i trwała powłoka chromowa: Aplikowana w kontrolowanych warunkach, zapewniająca doskonałe parametry twardości, adhezji i odporności korozyjnej.
- Ścisłe normy produkcyjne: Gwarantujące powtarzalność i niezawodność każdej partii.
Inwestycja w pręty Cromax minimalizuje ryzyko powstawania wad fabrycznych i zapewnia znacznie dłuższą żywotność w porównaniu do standardowych rozwiązań.
2. Prawidłowy Montaż i Instalacja
Nawet najlepsze komponenty mogą ulec awarii, jeśli nie zostaną prawidłowo zamontowane:
- Czystość: Upewnienie się, że wszystkie elementy są czyste i wolne od zanieczyszczeń, które mogłyby dostać się do układu hydraulicznego.
- Użycie odpowiednich narzędzi: Unikanie uszkodzeń powierzchni prętów podczas montażu (zarysowania, wgniecenia).
- Prawidłowe pasowanie i wycentrowanie: Zapewnienie, że pręt jest prawidłowo wycentrowany, a luzy pasowania są zgodne ze specyfikacją. Niewłaściwe osiowanie może prowadzić do nieprawidłowych obciążeń bocznych, przyspieszonego zużycia uszczelnień i pęknięć.
- Właściwe dokręcenie: Zapewnienie odpowiednich momentów dokręcania śrub i nakrętek, aby uniknąć luzów lub nadmiernych naprężeń.
3. Regularna Konserwacja i Kontrola
Systematyczna konserwacja jest kluczowa dla długowieczności siłowników hydraulicznych:
- Kontrola poziomu i jakości oleju hydraulicznego: Zanieczyszczony lub zdegradowany olej jest jedną z głównych przyczyn zużycia abrazyjnego i korozji. Należy regularnie wymieniać olej i filtry.
- Inspekcja uszczelnień: Zużyte lub uszkodzone uszczelnienia prowadzą do wycieków, wnikania zanieczyszczeń i przyspieszonego zużycia pręta. Regularna kontrola i wymiana uszczelnień jest niezbędna.
- Oględziny prętów: Okresowe sprawdzanie powierzchni prętów pod kątem widocznych uszkodzeń (rys, wżerów, zmian koloru) pozwala na wczesne wykrycie problemów.
- Monitorowanie parametrów pracy: Kontrola ciśnienia, temperatury, obecności drgań może wskazywać na potencjalne problemy w układzie.
4. Optymalne Warunki Pracy
Należy dążyć do zapewnienia optymalnych warunków pracy siłownika:
- Ochrona przed zanieczyszczeniami: Stosowanie osłon, mieszków ochronnych lub zgarniaczy w środowiskach zapylonych lub agresywnych.
- Unikanie przeciążeń: Praca w ramach dopuszczalnych obciążeń, aby uniknąć zmęczenia materiału i uszkodzeń mechanicznych.
- Odpowiednie chłodzenie: Zapobieganie przegrzewaniu się układu, które może prowadzić do degradacji oleju i uszczelnień.
HP-Hydraulika oferuje nie tylko wysokiej jakości komponenty i usługi regeneracyjne, ale także kompleksowe wsparcie techniczne i ekspertyzy, pomagając klientom w doborze odpowiednich rozwiązań i wdrożeniu skutecznych strategii konserwacyjnych, co znacząco przyczynia się do minimalizacji problemów eksploatacyjnych.
Podsumowanie: Długowieczność Dzięki Ekspertyzie i Jakości
Pręty chromowane stanowią niezastąpiony element w konstrukcji siłowników hydraulicznych, zapewniając im trwałość i efektywność w najbardziej wymagających warunkach. Jednakże, jak każdy element eksploatowany w trudnym środowisku, są one narażone na szereg problemów, począwszy od zużycia abrazyjnego i korozji, po uszkodzenia mechaniczne i wady strukturalne. Zrozumienie tych mechanizmów, precyzyjna diagnostyka oraz wdrożenie skutecznych strategii naprawczych i profilaktycznych są kluczowe dla zapewnienia długiej i bezawaryjnej pracy maszyn.
Firma HP-Hydraulika Siłowa i Mechanika Maszyn s.c. (cromax.com.pl) wychodzi naprzeciw tym wyzwaniom, oferując kompleksowe rozwiązania. Jako specjalista w chromowaniu przemysłowym prętów stalowych i oficjalny przedstawiciel firmy Ovako – producenta renomowanych prętów Cromax – firma dostarcza produkty najwyższej jakości, które stanowią fundament niezawodności. Ponadto, dzięki bogatemu doświadczeniu w regeneracji i naprawie elementów hydraulicznych oraz świadczeniu profesjonalnego wsparcia technicznego i ekspertyz, HP-Hydraulika jest partnerem, który nie tylko identyfikuje problemy, ale także skutecznie je rozwiązuje i pomaga w ich zapobieganiu.
Inwestowanie w wysokiej jakości pręty chromowane, takie jak te z linii Cromax, regularna konserwacja oraz korzystanie z usług doświadczonych specjalistów w zakresie diagnostyki i regeneracji, to klucz do maksymalizacji wydajności i minimalizacji kosztów przestojów. Długowieczność siłowników hydraulicznych zależy od dbałości o każdy szczegół, a HP-Hydraulika jest gotowa sprostać tym oczekiwaniom, dostarczając wiedzę, produkty i usługi na najwyższym poziomie.