
Metalurgia i dobór stali w produkcji tłoczysk: Fundament trwałości powłoki Cromax
Wprowadzenie: Dlaczego rdzeń pręta jest równie ważny jak jego powierzchnia
W powszechnym rozumieniu trwałość tłoczyska siłownika hydraulicznego kojarzona jest niemal wyłącznie z jakością warstwy chromu twardego. Choć to powłoka galwaniczna odpowiada za odporność korozyjną i niski współczynnik tarcia, jej efektywność jest nierozerwalnie związana z właściwościami materiału bazowego. Firma HP-Hydraulika Siłowa, jako oficjalny przedstawiciel marki Ovako, kładzie szczególny nacisk na synergię między metalurgią stali a technologią chromowania.
Tłoczysko w trakcie eksploatacji poddawane jest ekstremalnym obciążeniom: ściskaniu, zginaniu, uderzeniom hydraulicznym oraz agresywnemu działaniu środowiska zewnętrznego. Jeśli stal pod warstwą chromu nie posiada odpowiedniej wytrzymałości lub stabilności strukturalnej, nawet najlepiej nałożona powłoka ulegnie uszkodzeniu. Zjawisko to, często nazywane „efektem skorupki jajka”, polega na pękaniu twardej, lecz kruchej powłoki pod wpływem odkształcenia plastycznego zbyt miękkiego podłoża. W niniejszym artykule przyjrzymy się szczegółowo, jakie parametry stali decydują o sukcesie konstrukcyjnym i dlaczego pręty Cromax stanowią punkt odniesienia dla całej branży.
Kluczowe gatunki stali stosowane w produkcji prętów chromowanych
Dobór odpowiedniego gatunku stali zależy od specyfiki zastosowania siłownika, wymaganych parametrów wytrzymałościowych oraz warunków pracy maszyny. HP-Hydraulika dostarcza pręty oparte na kilku kluczowych gatunkach, z których każdy posiada unikalne właściwości metalurgiczne.
Stal węglowa C45E – standard przemysłowy
Stal C45E (według normy EN 10083) to najczęściej stosowany materiał na tłoczyska w standardowych aplikacjach przemysłowych. Charakteryzuje się dobrą obrabialnością i umiarkowaną wytrzymałością. Jest to stal niestopowa, która po procesie normalizowania lub ulepszania cieplnego stanowi solidną bazę dla chromowania twardego.
- Zalety: Wysoka dostępność, korzystny stosunek ceny do parametrów, przewidywalne zachowanie podczas obróbki mechanicznej.
- Ograniczenia: Niższa spawalność w porównaniu do stali mikrostopowych oraz ograniczona odporność na uderzenia w niskich temperaturach.
Stal mikrostopowa 20MnV6 – doskonała spawalność i udarność
Gatunek 20MnV6 to flagowy materiał wykorzystywany w prętach Cromax 280. Dzięki dodatkowi wanadu i manganu, stal ta osiąga wysoką granicę plastyczności przy zachowaniu niskiej zawartości węgla. Jest to kluczowe dla firm zajmujących się produkcją siłowników, gdyż ułatwia procesy spawalnicze bez ryzyka powstawania pęknięć w strefie wpływu ciepła (SWC).
- Właściwości mechaniczne: Wyższa granica plastyczności (Re min. 440-520 MPa w zależności od średnicy) niż w przypadku standardowej stali C45.
- Udarność: Bardzo dobra odporność na pękanie w niskich temperaturach (nawet do -20°C lub -40°C w wersjach specjalnych), co czyni ją idealną do maszyn budowlanych i leśnych pracujących zimą.
Stal stopowa 42CrMo4 – do zadań ekstremalnych
W aplikacjach, gdzie występują gigantyczne siły gnące lub wymagana jest ekstremalna wytrzymałość zmęczeniowa (np. w górnictwie lub ciężkim budownictwie), stosuje się stal chromowo-molibdenową 42CrMo4. Jest ona dostarczana zazwyczaj w stanie ulepszonym cieplnie (QT).
- Wytrzymałość: Wysokie parametry Re i Rm pozwalają na projektowanie lżejszych, a zarazem mocniejszych podzespołów.
- Zastosowanie: Maszyny do robót ziemnych, prasy hydrauliczne o dużym tonażu.
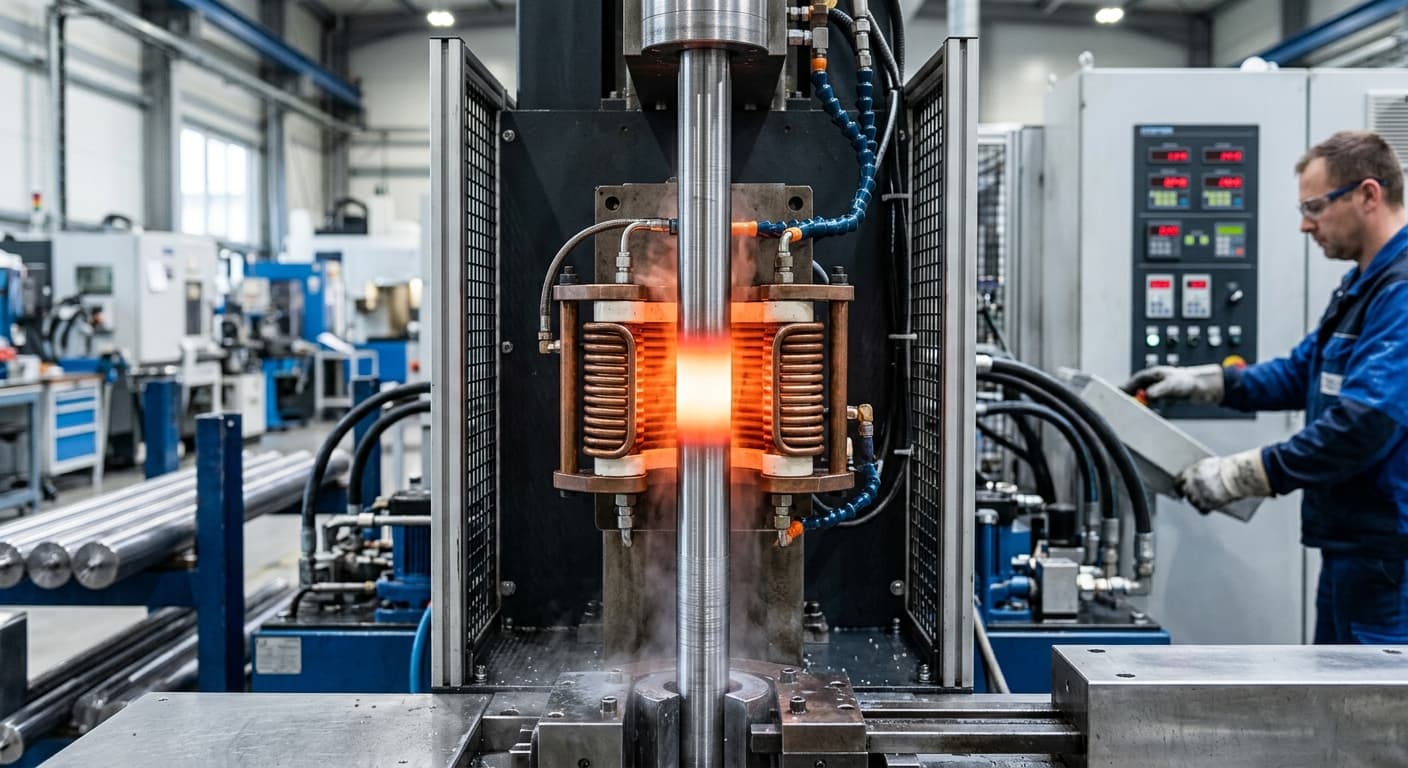
Rola hartowania indukcyjnego w ochronie tłoczyska
Hartowanie indukcyjne to proces, który drastycznie zmienia charakterystykę pracy tłoczyska, szczególnie w trudnych warunkach eksploatacyjnych. HP-Hydraulika oferuje pręty w wersji IH (Induction Hardened), co ma kluczowe znaczenie dla trwałości całego układu.
Mechanizm wzmocnienia powierzchniowego
Proces polega na szybkim nagrzaniu warstwy powierzchniowej pręta za pomocą prądów indukcyjnych o wysokiej częstotliwości, a następnie natychmiastowym schłodzeniu (natryskiem wody lub emulsji). Efektem jest powstanie twardej struktury martenzytycznej na obwodzie, przy jednoczesnym zachowaniu ciągliwego i elastycznego rdzenia.
- Głębokość hartowania: Zazwyczaj wynosi od 1,0 mm do nawet 5,0 mm, w zależności od średnicy pręta i wymagań konstrukcyjnych.
- Twardość powierzchniowa: Osiąga wartości rzędu 54-62 HRC, co stanowi doskonałe wsparcie dla powłoki chromowej.
Korzyści z hartowania IH dla użytkownika
- Odporność na uszkodzenia mechaniczne: Tłoczyska hartowane są znacznie mniej podatne na wgniecenia spowodowane uderzeniami kamieni, narzędzi czy upadkiem przedmiotów. Każde wgniecenie na pręcie niehartowanym powoduje uszkodzenie uszczelnień siłownika przy każdym cyklu pracy.
- Zapobieganie pękaniu powłoki: Sztywny fundament pod warstwą chromu eliminuje ugięcia mikrostrukturalne, co drastycznie wydłuża żywotność powłoki w warunkach wysokich ciśnień.
- Zwiększona sztywność: Pręt hartowany wykazuje większą odporność na siły boczne, co redukuje ryzyko trwałego skrzywienia tłoczyska.
Przygotowanie powierzchni i metalurgia kontaktu: Dlaczego Cromax jest inny?
Jako przedstawiciel Ovako, HP-Hydraulika dostarcza produkty wytwarzane w zintegrowanym cyklu produkcyjnym. Oznacza to, że proces zaczyna się już w stalowni, gdzie kontrolowany jest skład chemiczny pod kątem czystości wtrąceń niemetalicznych. To krytyczny parametr, o którym często zapomina się przy wyborze tańszych zamienników.
Czystość stali a mikrostruktura chromu
Wszelkie zanieczyszczenia siarką czy tlenkami w stali bazowej mogą stać się zarodkami korozji podpowłokowej. W technologii Cromax stal poddawana jest rygorystycznej kontroli czystości. Dzięki temu powierzchnia przeznaczona do chromowania jest jednorodna, co zapewnia:
- Lepszą adhezję (przyczepność) chromu do podłoża.
- Równomierny rozkład naprężeń własnych w warstwie galwanicznej.
- Minimalizację ryzyka wystąpienia mikropęknięć przechodzących przez całą grubość powłoki.
Szlifowanie i polerowanie – precyzja geometryczna
Przed nałożeniem chromu pręty są szlifowane bezkłowo z zachowaniem rygorystycznych tolerancji wymiarowych (zazwyczaj ISO f7) oraz parametrów chropowatości. Kluczowe parametry to nie tylko Ra (średnie odchylenie profilu), ale również Rz oraz profil nośny powierzchni. Optymalnie przygotowana powierzchnia stalowa pozwala na uzyskanie powłoki chromowej o grubości zazwyczaj min. 20 µm, która jest idealnie gładka, co bezpośrednio przekłada się na niskie zużycie uszczelnień poliuretanowych i gumowych w siłowniku.
Obróbka mechaniczna prętów chromowanych w praktyce warsztatowej
Produkcja siłownika to nie tylko zakup pręta, ale również jego dalsza obróbka – cięcie, toczenie gwintów, wiercenie czy spawanie. Stal Ovako Cromax została zaprojektowana z myślą o ułatwieniu tych procesów, co przekłada się na realne oszczędności w zakładach mechanicznych.
Koncepcja M-Steel
Wiele prętów dostępnych w ofercie HP-Hydraulika bazuje na technologii M-Steel. Jest to stal o kontrolowanej morfologii wtrąceń, co pozwala na:
- Zwiększenie prędkości skrawania: Możliwość szybszej obróbki na maszynach CNC bez ryzyka przegrzania narzędzia.
- Wydłużenie trwałości narzędzi: Mniejsza ilość twardych wtrąceń tlenkowych redukuje zużycie płytek skrawających o nawet 30-50%.
- Lepszą jakość wykończenia: Gwinty i podtoczenia są czystsze, co eliminuje ryzyko powstawania karbów zmęczeniowych.
Wytyczne dotyczące spawania
Podczas regeneracji lub produkcji nowych siłowników, spawanie ucha tłoczyska do pręta chromowanego jest etapem krytycznym. Dzięki zastosowaniu gatunków takich jak 20MnV6 o niskim równoważniku węgla (CEV), ryzyko pękania zimnego jest zminimalizowane. Należy jednak pamiętać o kilku zasadach:
- Zabezpieczenie powierzchni: Przed spawaniem należy chronić warstwę chromu przed odpryskami spawalniczymi (np. za pomocą past ochronnych lub folii miedzianej).
- Dobór materiałów dodatkowych: Stosowanie elektrod lub drutów o niskiej zawartości wodoru.
- Odprowadzanie ciepła: Unikanie przegrzania strefy chromowanej, co mogłoby prowadzić do jej odbarwienia lub złuszczenia.
Problematyka korozji i ochrony w transporcie
Nawet najlepsza stal i powłoka wymagają ochrony przed dotarciem do klienta końcowego. Pręty chromowane oferowane przez HP-Hydraulika są standardowo zabezpieczone olejem konserwującym i pakowane w tuby tekturowe lub folię. Warto zaznaczyć, że jakość stali bazowej ma wpływ na testy w mgle solnej (NSS). W przypadku prętów Cromax 280, osiągane wyniki to zazwyczaj minimum 200 godzin w klasie 9 wg ISO 9227, co jest wynikiem wynikającym nie tylko z samej grubości chromu, ale właśnie z braku zanieczyszczeń w stali, które mogłyby „przebijać” przez powłokę.
Dla aplikacji pracujących w skrajnie korozyjnych warunkach (np. platformy wiertnicze, przemysł morski), HP-Hydraulika oferuje wersje z podwójną warstwą chromu lub pręty na bazie stali nierdzewnej, gdzie synergia materiału bazowego z powłoką wchodzi na jeszcze wyższy poziom zaawansowania technologicznego.
Podsumowanie
Zrozumienie metalurgii prętów stalowych jest kluczem do projektowania i serwisowania niezawodnych systemów hydraulicznych. Firma HP-Hydraulika Siłowa i Mechanika Maszyn s.c., opierając swoją ofertę na produktach Ovako Cromax, dostarcza rozwiązanie kompletne – gdzie stal bazowa, proces hartowania indukcyjnego i powłoka chromowa tworzą nierozerwalną całość o najwyższych parametrach użytkowych.
Wybierając komponenty do budowy lub regeneracji siłowników, warto pamiętać o następujących aspektach:
- Dobór gatunku stali (C45, 20MnV6, 42CrMo4) musi odpowiadać warunkom obciążeniowym i temperaturowym.
- Hartowanie indukcyjne (IH) jest niezbędne w maszynach narażonych na uszkodzenia mechaniczne.
- Czystość metalurgiczna stali decyduje o szczelności powłoki chromowej i jej odporności na korozję wżerną.
- Technologie takie jak M-Steel realnie obniżają koszty produkcji poprzez łatwiejszą obróbkę mechaniczną.
Dzięki wsparciu technicznemu ekspertów z HP-Hydraulika, klienci mogą dobrać optymalny materiał, który zapewni długą i bezawaryjną pracę maszyn, minimalizując kosztowne przestoje i konieczność częstych napraw układów hydraulicznych.